Ariadne is a 22 Square Meter — a Swedish class of racing sailboat designed in the 1920s and ’30s that most people outside Scandinavia have never heard of. The boats are lovely: long overhangs, bright mahogany, an elegant rig, and proportions that make them look fast standing still. They were built to a box rule that governed sail area and a handful of hull dimensions but left the builder considerable freedom in how to get there, which means no two are quite alike.



When we began Ariadne’s restoration, we assumed the mast would be one of the easier chapters. The spar was original — a hollow spruce stick that had been aloft for the better part of a century. It had some cracks, some old modifications, and a lot of character. Our plan was to stabilize the damage, replace the worst section at the mast butt, and go sailing. That is unfortunately not how things played out.
The old spar
For the first five or so years of the restoration, the mast hung up on the wall of a boatyard shed. So when we were finally ready to think about rigging, the first step was a thorough rig inspection. We pulled the mast out of storage, set it on sawhorses, and started looking. It was worse than we remembered.





Splintered down low, cracked aloft, and with failing hardware in between!
Time for a new mast
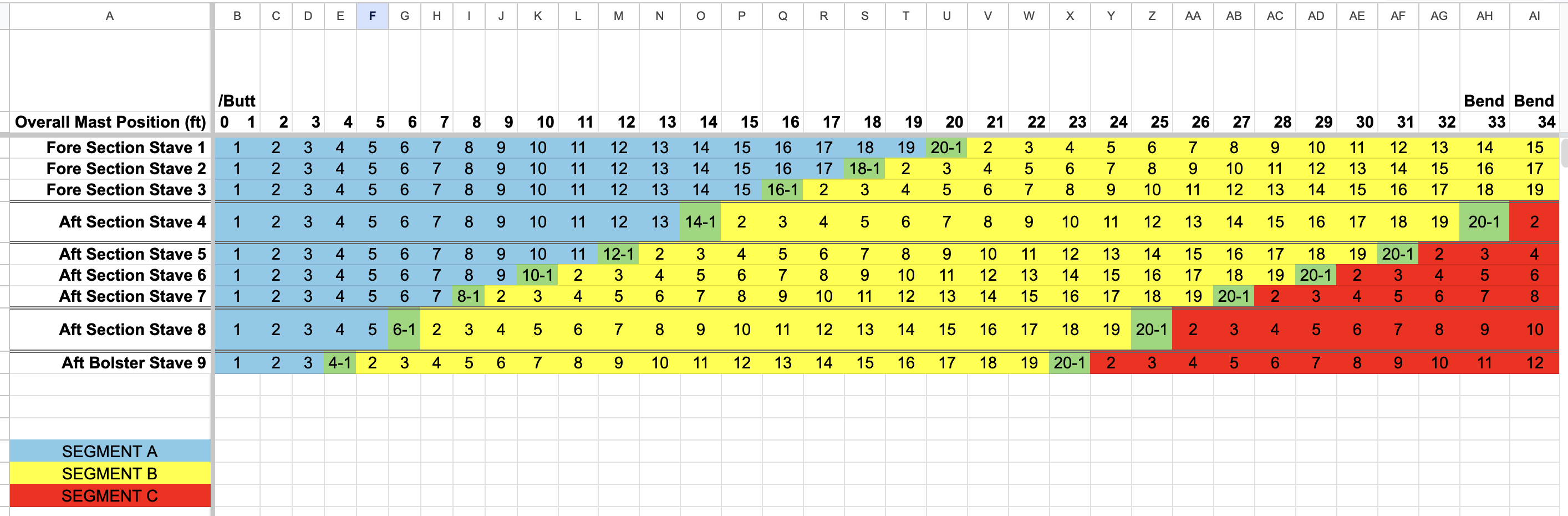
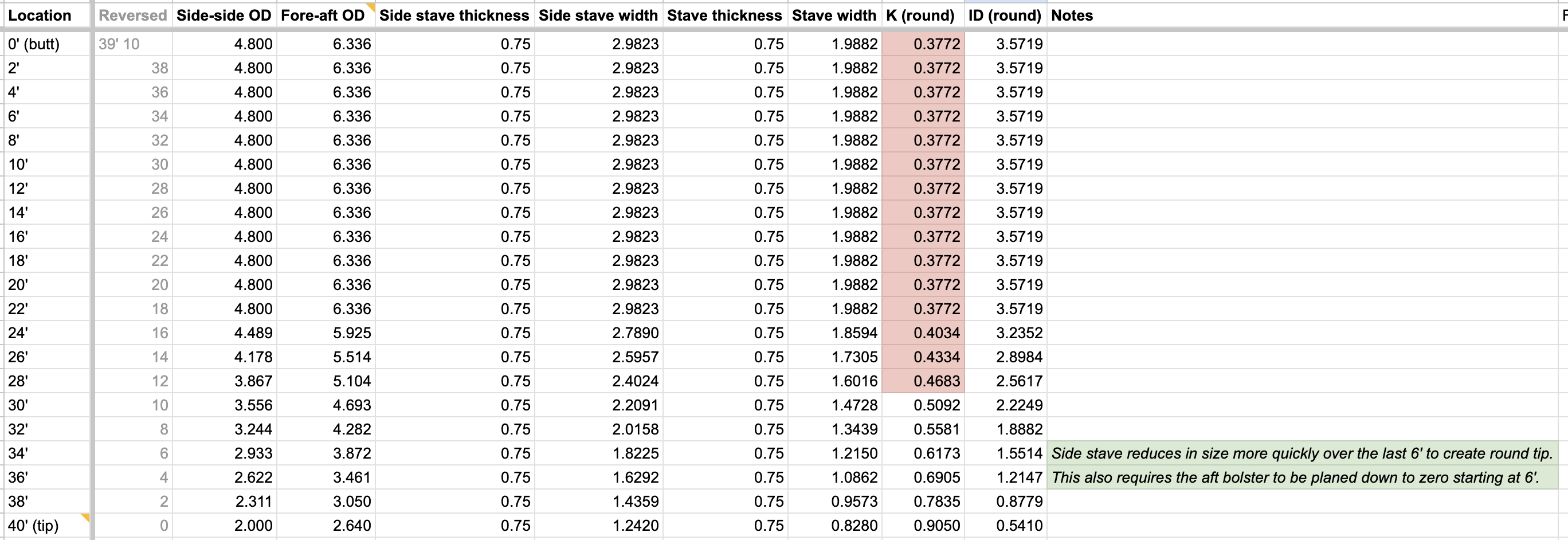
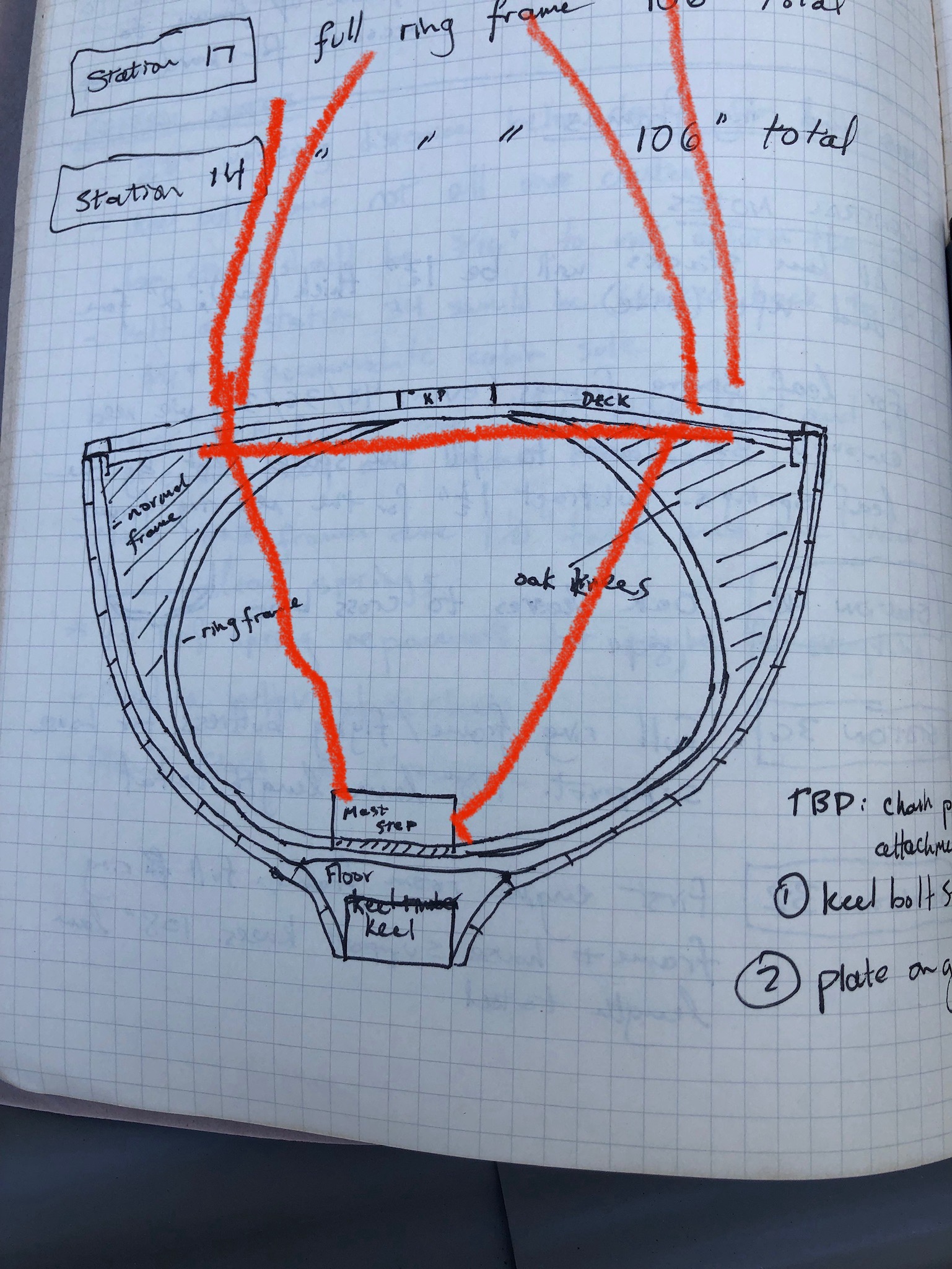
Before we could build a replacement, we needed to pull an array of important measurements from what we were replacing. We recorded every identifiable dimension of the old spar — cross-sections at regular intervals, locations of every fitting and feature, the taper profile, the curve at the mast tip, the flat for the sail track.
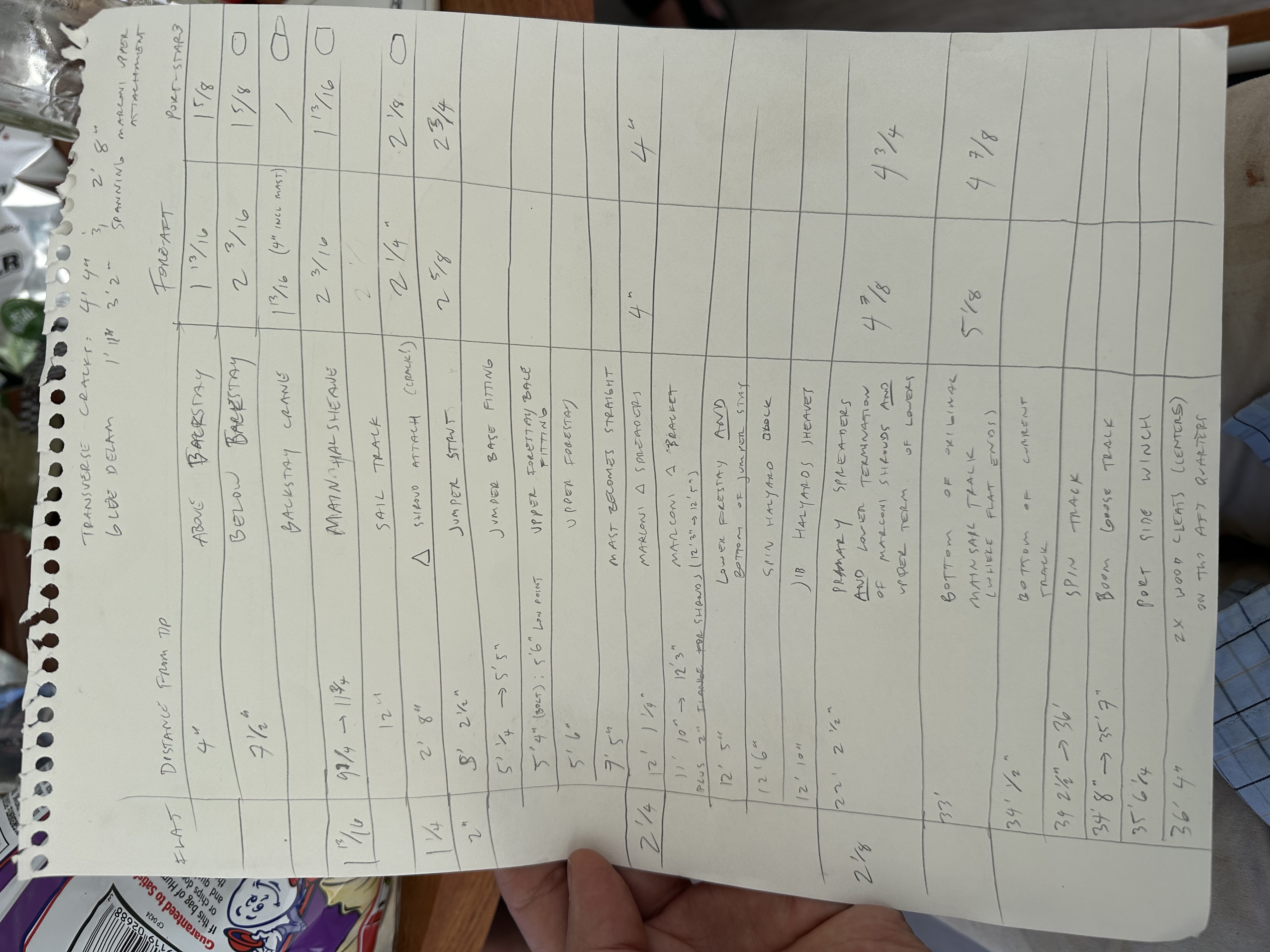
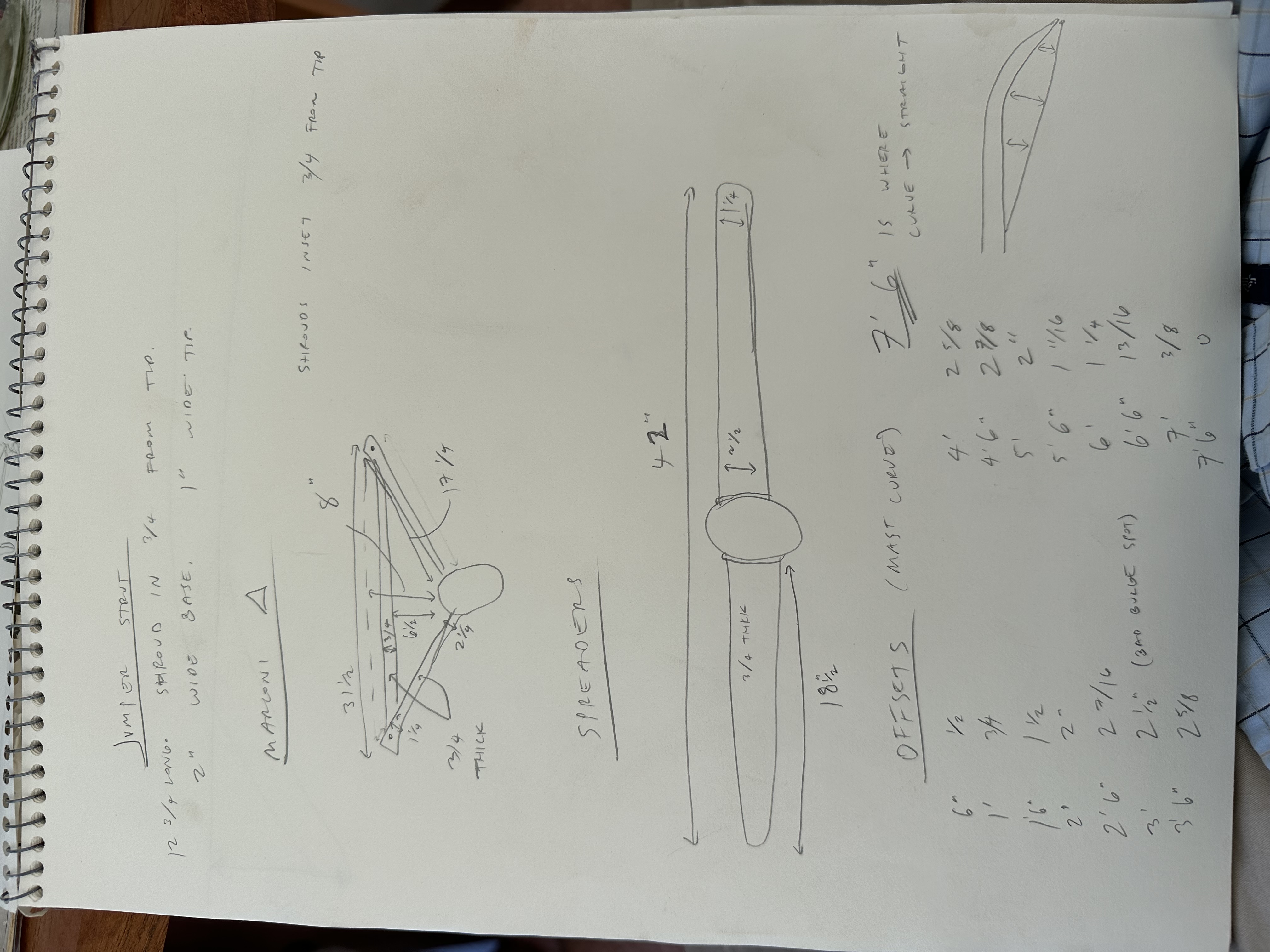
Between these detailed registration points from the old spar and the new rig design, we had enough information to put together a sufficiently detailed construction plan for the replacement mast.
Engineering
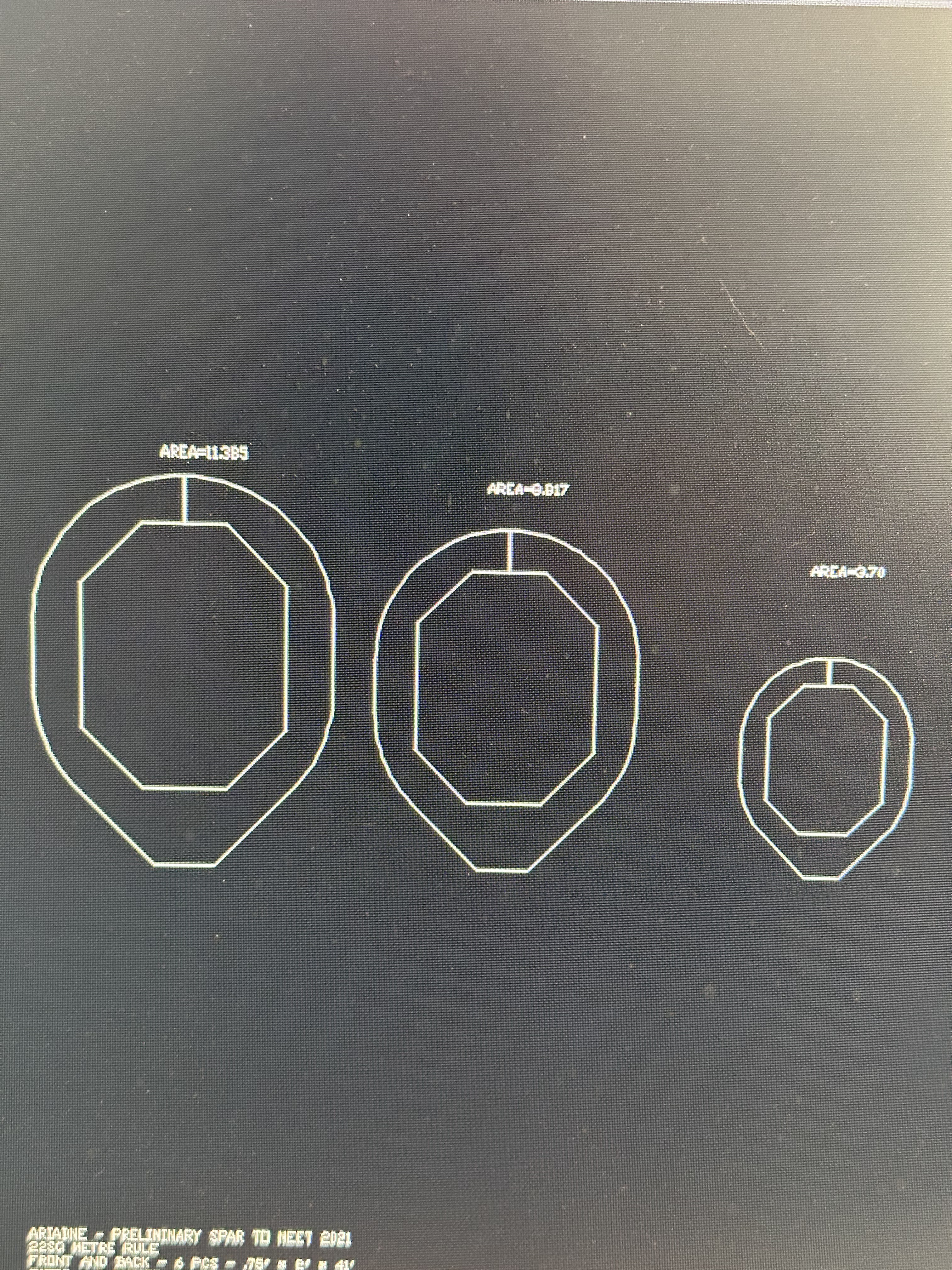
With the old mast thoroughly documented, we brought in some professional help. We hired an engineer to work with us on scantlings and design for the new spar. The 22 Square Meter class has a box rule that specifies minimum mast diameters, and one of the first things James discovered was that the old mast — the one that had been racing and cruising for ninety years — didn’t actually meet the rule.
One of the most consequential design decisions was eliminating the jumper strut. The old mast had a jumper — a short strut near the masthead to stiffen the upper tip of the spar. But the jumper wasn’t original to the Swedish build. It was added at some point, probably to compensate for the mast’s deterioration. James helped us design a new section that was stiff enough on its own, eliminating the jumper and all its associated windage, weight, and complication.
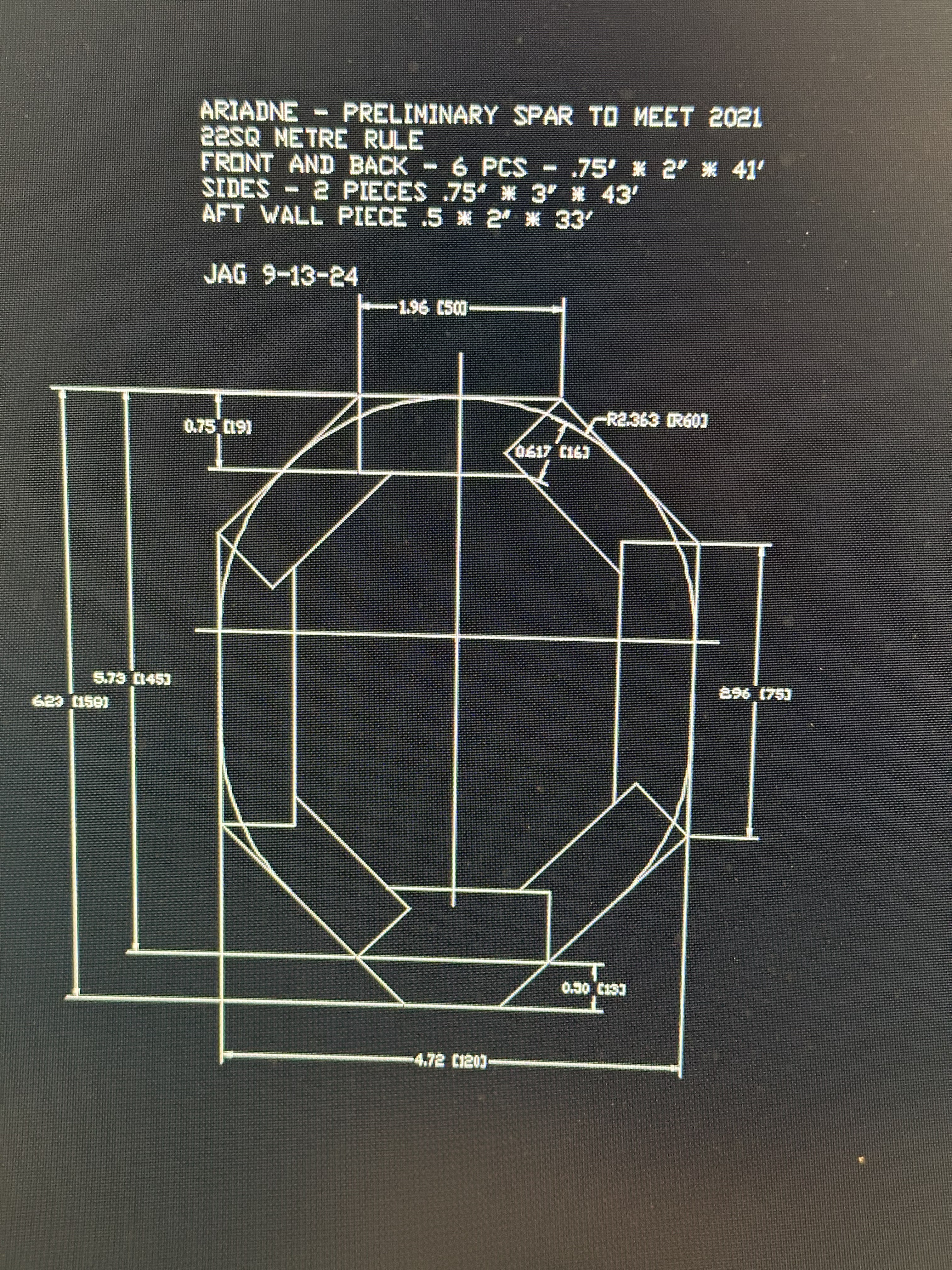
With mast sections in hand, we went out and bought a ton of Sitka spruce in 20’ lengths from the local iceboat club. They place a group buy every year for building boats. The stuff is hard to come by! Sitka spruce is the traditional choice for spars: straight-grained, light, strong, and available in clear lengths. With lumber in hand, we then mapped out every cut we’d make to every board.
Test run
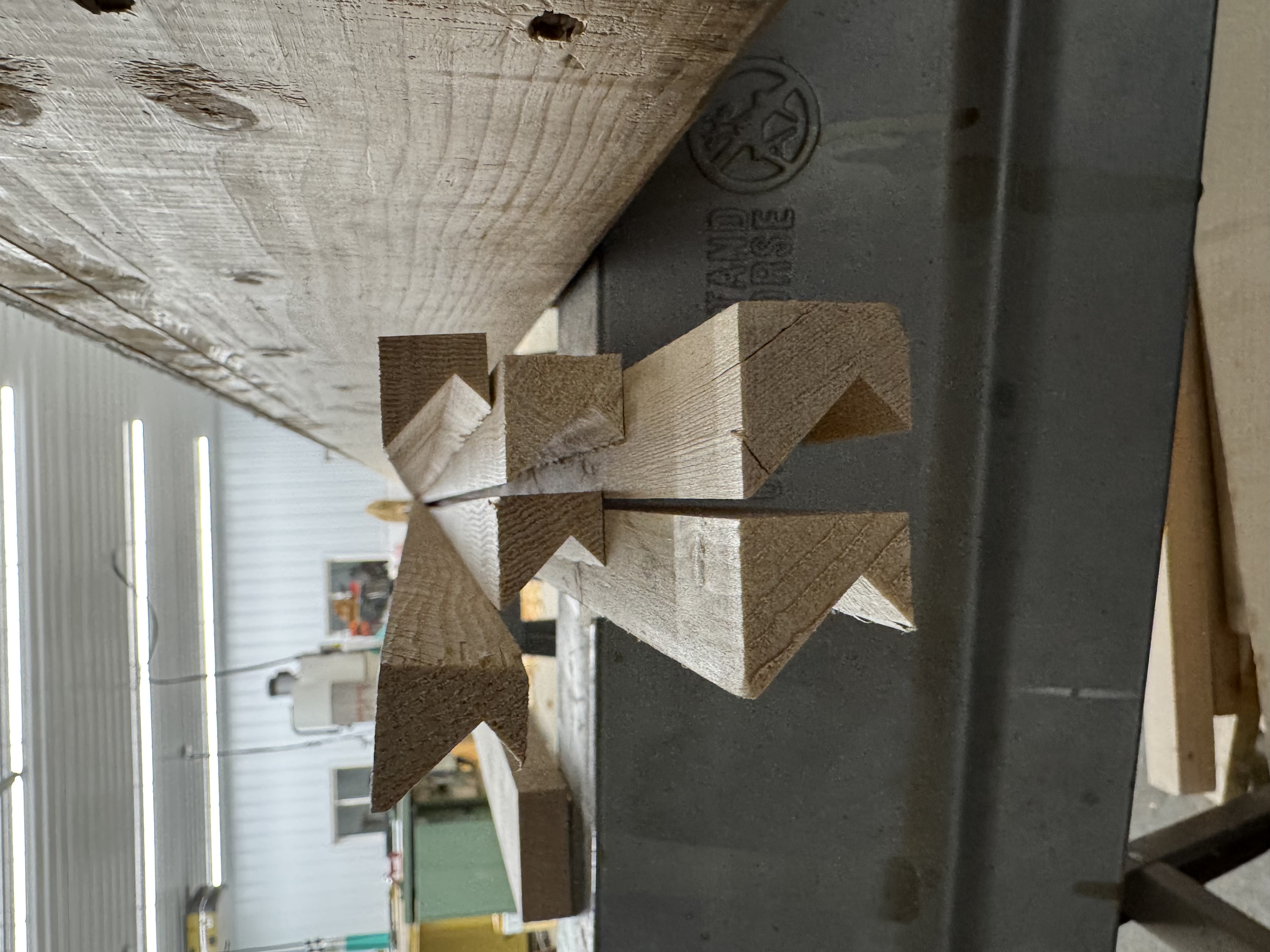
Before committing to the full-length glue-up, we built a test section to answer a few questions. We wanted to try out birdsmouth construction before committing to it — where the staves have mating V-grooves along their edges instead of flat joints — and we wanted to see what would happen if we glued in a pre-bend at the mast tip. How much would the bend spring back after the clamps came off? Would the curve introduce voids between the staves? The test piece also let us experiment with clamping methods.



Built like a barrel
A mast looks like a long stick, but it’s actually built like a barrel. The new spar is hollow — eight spruce staves glued up around a central cavity, like coopering a cask. The staves taper in both width and thickness along their forty-foot run, so the finished spar has the correct cross-section at every point from heel to masthead.
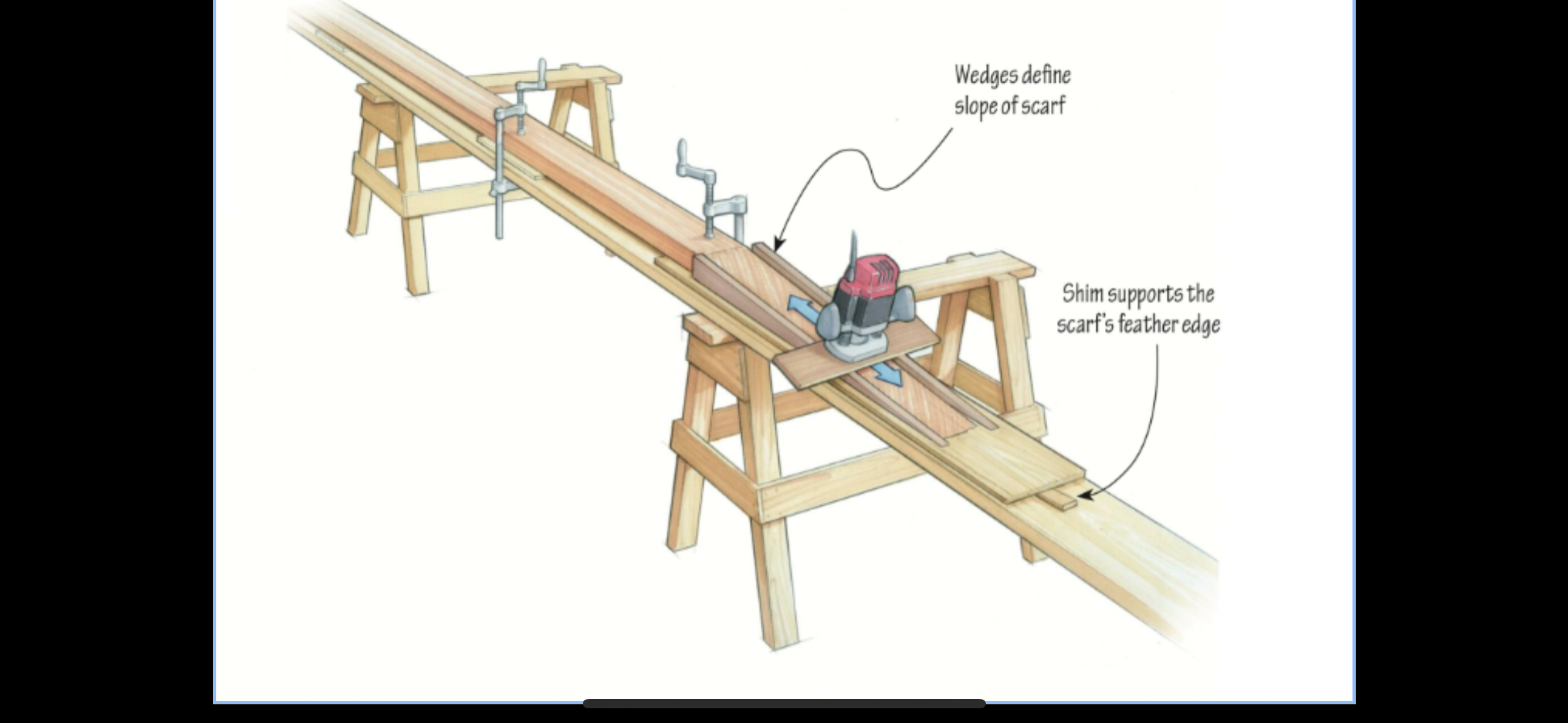
Each stave is assembled from two or three shorter pieces joined with epoxied scarf joints — long, angled glue joints that are effectively invisible once faired and stronger than the surrounding wood.



Initial assembly
Building our mast was a multi-stage process. The first glue-up joined the staves into two halves — five staves in the larger half, three in the smaller — leaving the joints between the halves unglued so we could take it apart. After this step, we needed the interior to remain accessible for interior blocking, rigging, and sealing.


Internals
From the outside, a mast looks extremely simple, and sometimes it is. But especially for larger boats it’s really a pretty complicated construction. The halyards run internally: in through sheave boxes at the masthead, down through the hollow core, and out through exit slots lower on the spar.
There is also a great deal of internal blocking. At every point where the rigging applies a load — shroud tangs, forestay, backstay, halyard sheaves — there needs to be solid structure inside the mast to resist compression loads. We used G10 fiberglass tube for some of these reinforcement points. G10 is strong, dimensionally stable, and bonds well with epoxy. But it has one significant drawback: the cut edges expose glass fibers, and if a halyard runs across those fibers, the glass threads work into the rope and destroy your hands. So every G10 element has to be positioned so that the halyards run free without ever touching it.





Once all the blocking and hardware is positioned, everything gets glued in and the interior gets a coat of bilge paint to protect against condensation moisture.



Final assembly
With the blocking installed, the interior painted, and halyard chase lines threaded through the core, it’s time to close the mast up for good. This is the point of no return — once the two halves come together with epoxy, whatever is inside stays inside.



Shaping
With the mast closed up, it’s still a rough octagonal blank. Shaping is mostly hand tools — a jack plane or jointer plane takes the corners off the octagon to make it sixteen-sided, then 32 sided, then you sand and plane to the desired ellipse. The taper runs continuously from butt to tip, which means the shaping has to blend along the full forty-foot length, except for sections that remain octagonal for hardware attachment! At the very end you go by eye and by running your hand along the spar.
A walkaround of the faired spar — shaped, sanded, and ready for hardware and varnish. The taper runs clean from butt to masthead, and the mast weighs less than a hundred pounds.


Hardware and rigging
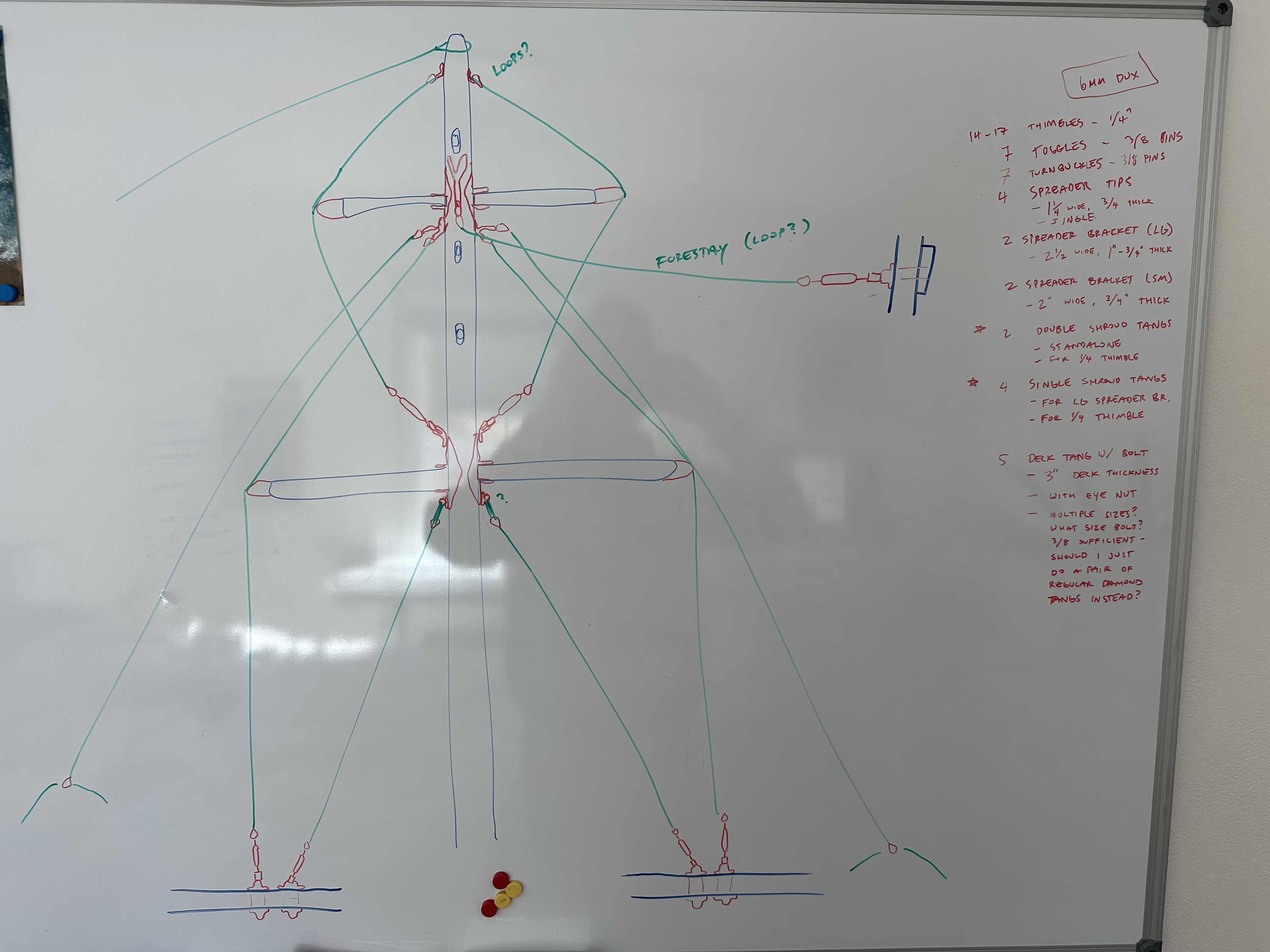
For the standing rigging, we made a decision early on: synthetic fiber instead of wire. Synthetic rigging — typically Dyneema or similar high-modulus polyethylene — is dramatically lighter than stainless steel wire, doesn’t corrode, and can be spliced by hand without a swaging machine. We had experience building and splicing our own rigging for International 14 skiffs, which are small high-performance racing dinghies. The I14 world has been running synthetic rigging for years, and we’d built enough confidence in the material to bring it to Ariadne.
The one concern with synthetic rigging is pre-stretch. When you first tension a new set of shrouds, the splices settle under load — the fibers in the splice tails bed into each other and the whole assembly elongates slightly. It looks like creep, but it’s not the fiber stretching — it’s the joints finding their final geometry. If you don’t account for this by pre-stretching the rigging before final installation, you’ll be sad when the splices settle. We’ll cover the shroud fabrication and pre-stretch process in a later post.
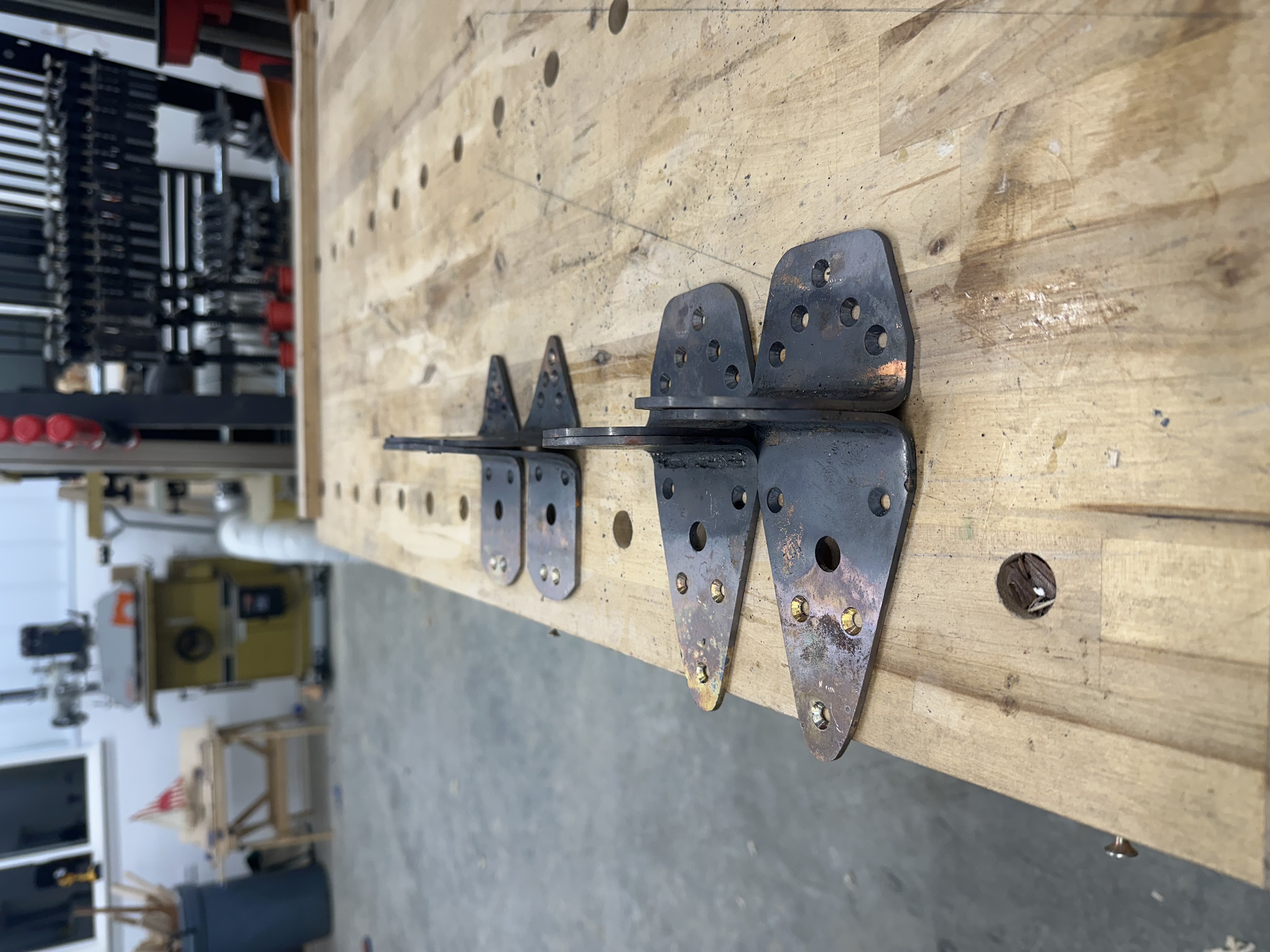
We went all bronze for the mast hardware — tangs, bolts, brackets. Bronze is more expensive than stainless but doesn’t corrode in contact with salt water the way stainless can when it’s deprived of oxygen (crevice corrosion is what kills stainless on boats). Aloft, where weight matters most, we used composite tangs and looped halyard ends, as well as aluminum-composite sheaves for halyard exits.
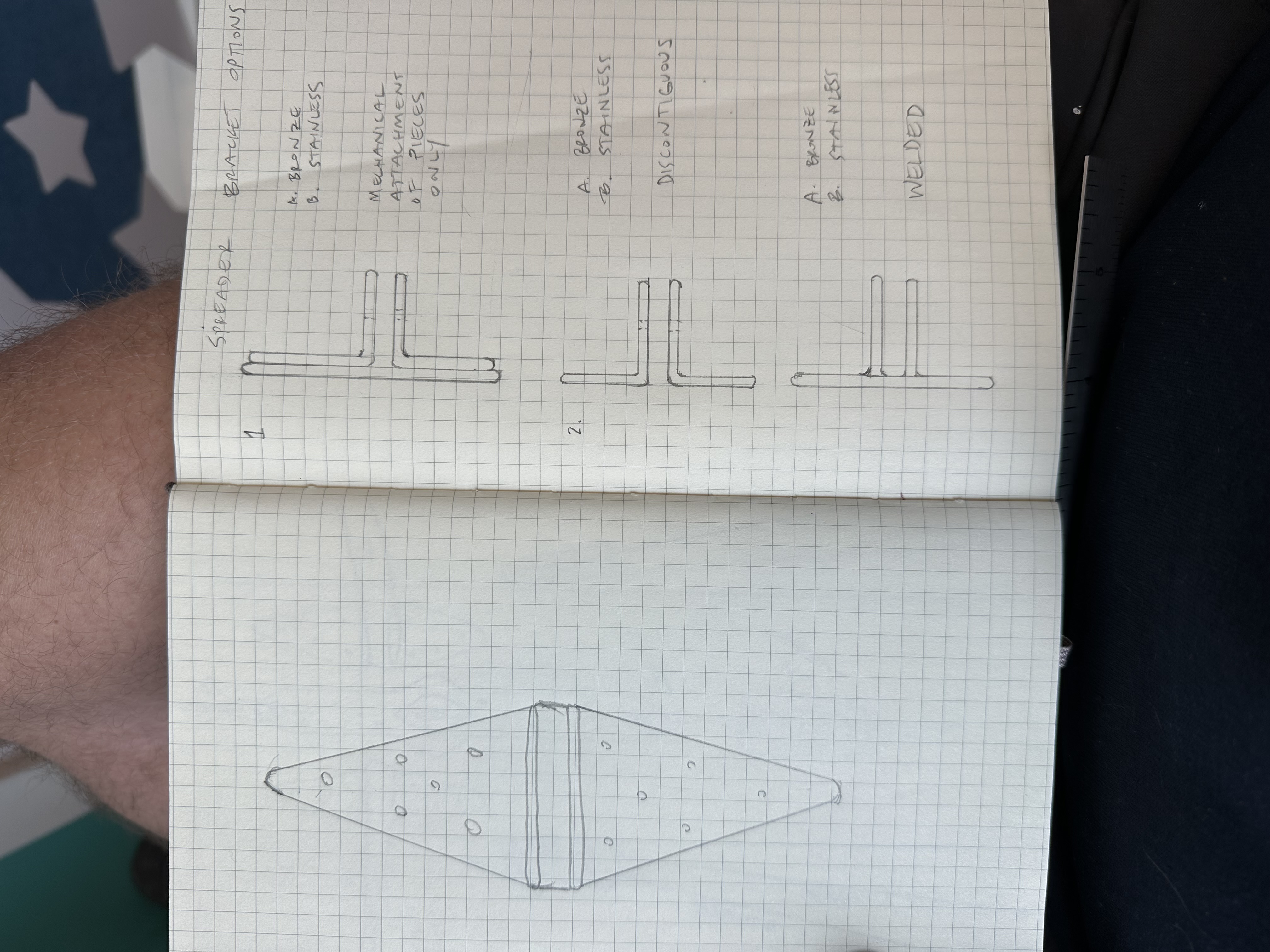
Working with bronze sheet turned out to be a bit of its own education. We needed 90-degree bends for the spreader brackets and dogleg bends for the shroud tangs. We wanted silicon bronze — the gold standard for marine hardware — but couldn’t find it in half-hard or annealed temper. What we could get was phosphor bronze, which is harder and less pliable, but still marketed as bendable. We learned, however, that phosphor bronze in full-hard temper doesn’t want to take a sharp bend without cracking. We decide it was OK to get around this with annealing: heating the metal to just below cherry red (turn the lights off!) and working it while hot. But you have to anneal before every major bend, and clean it up afterwards, which is a bit annoying.




The finished spar
The new mast weighs less than hundred pounds, is built to the class rule, the jumper strut is gone - and it’s actually strong! Major upgrade. Then we had to lug it out to Maine.




Building a mast is an accumulation of small decisions that add up to a single piece that you must trust deeply. The old spar served Ariadne well for ninety years. We’d like this one to do the same.